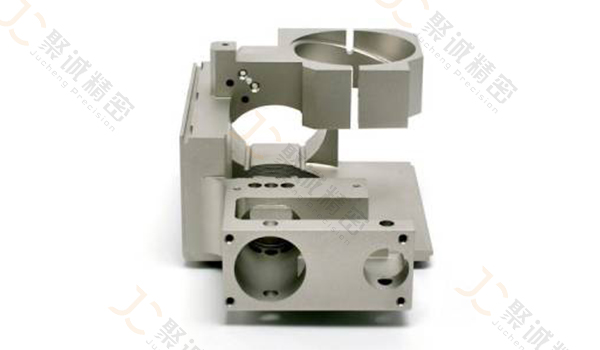
在進(jìn)行鋁合金6060的CNC機(jī)加工結(jié)構(gòu)件時(shí),需要注意以下幾個(gè)方面:結(jié)構(gòu)復(fù)雜性:鋁合金6060的CNC加工結(jié)構(gòu)件可能具有復(fù)雜的幾何形狀和細(xì)小的結(jié)構(gòu)細(xì)節(jié),需要合理規(guī)劃加工路徑、工具選擇和夾持方式,以確保加工的準(zhǔn)確性和一致性。壁厚控制:根據(jù)設(shè)計(jì)要求和應(yīng)用場(chǎng)景,合理控制鋁合金結(jié)構(gòu)件的壁厚。過薄的壁厚可能導(dǎo)致加工困難、變形或破損,而過厚的壁厚可能導(dǎo)致加工時(shí)間和成本增加。精度要求:鋁合金6060的結(jié)構(gòu)件可能需要較高的加工精度,特別是在涉及到配合尺寸、裝配要求或功能性特征的情況下。合理設(shè)置切削參數(shù)、使用合適的工具和加工工藝,以確保達(dá)到所需的精度要求。刀痕控制:鋁合金6060相對(duì)較軟,容易產(chǎn)生劃痕或刀痕。在進(jìn)
更多 
在陶瓷CNC機(jī)加工過程中,需要特別注意以下幾個(gè)細(xì)節(jié): 精度控制:陶瓷材料的加工精度要求較高,因此在CNC加工過程中需要嚴(yán)格控制尺寸和形狀的精度,以確保零件符合設(shè)計(jì)要求。壁厚控制:由于陶瓷材料的脆性,壁厚過薄可能導(dǎo)致加工時(shí)出現(xiàn)開裂或斷裂的風(fēng)險(xiǎn)。因此,在設(shè)計(jì)時(shí)需要考慮合理的壁厚,并在加工過程中確保均勻的切削和適當(dāng)?shù)闹危詼p少應(yīng)力集中。孔深控制:陶瓷材料的孔深加工需要特別注意。過深的孔可能導(dǎo)致加工困難、破損或不穩(wěn)定。建議逐步加深孔穴,控制切削參數(shù)和冷卻方式,以確保孔的質(zhì)量和穩(wěn)定性。切削參數(shù)優(yōu)化:針對(duì)陶瓷材料的特性,需要優(yōu)化切削參數(shù),如切削速度、進(jìn)給速度和切削深度,以控制溫度和切削力,并減少材料的開
更多 
在進(jìn)行亞克力外觀零件的CNC加工時(shí),需要注意以下幾點(diǎn):1.刀具選擇:選擇適合亞克力加工的刀具,如單刃或雙刃直刀、壓縮刀具等,以確保切削質(zhì)量和表面光滑度。2.加工速度:亞克力是一種易于加工的材料,但加工速度過快可能導(dǎo)致熔化或燒焦,因此需要適當(dāng)控制加工速度。3.切削深度:逐漸遞增的切削深度可以減少切削力和熱量積累,以避免材料熔化或破裂。4.清潔和冷卻:在加工過程中,及時(shí)清除切屑和灰塵,使用適量的切削液進(jìn)行冷卻,以確保加工質(zhì)量和刀具壽命。5.固定方式:亞克力材料較為脆弱,需要使用適當(dāng)?shù)墓潭ǚ绞剑鐘A具或膠水,以保持材料的穩(wěn)定性和加工精度。6.避免鋸齒:在CNC加工時(shí),避免出現(xiàn)鋸齒狀的切削邊緣,可以通
更多 
POM(聚甲醛)材料可以進(jìn)行一些表面處理,以改善其外觀和性能。常見的POM材料表面處理方法包括:
更多 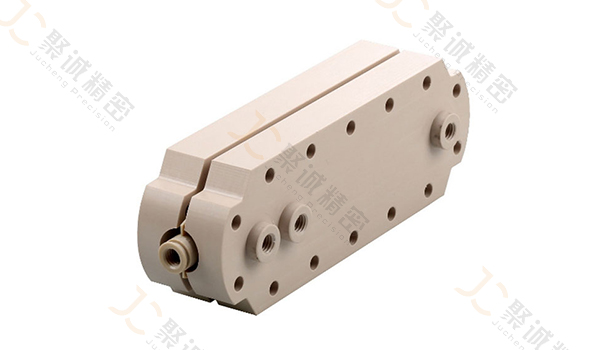
PPEK(聚醚醚酮)是一種高性能工程塑料,具有出色的耐熱性、耐化學(xué)腐蝕性和機(jī)械強(qiáng)度。由于其優(yōu)異的特性,PPEK材料在以下幾個(gè)行業(yè)應(yīng)用中得到廣泛應(yīng)用:汽車行業(yè):PPEK材料可用于汽車發(fā)動(dòng)機(jī)部件、傳感器、密封件和連接器等,由于其高溫耐性和耐化學(xué)腐蝕性能,適合在汽車引擎環(huán)境中使用。航空航天行業(yè):由于PPEK材料具有優(yōu)異的耐高溫和耐熱老化性能,可用于制作航空航天部件,如噴氣發(fā)動(dòng)機(jī)零件、渦輪葉片和燃?xì)鉁u輪。醫(yī)療行業(yè):PPEK材料在醫(yī)療設(shè)備制造中具有廣泛應(yīng)用,例如人工關(guān)節(jié)、外科器械、骨板和牙科器械等,其高強(qiáng)度、耐化學(xué)腐蝕性和生物相容性使其成為理想的選擇。化工行業(yè):PPEK材料的耐腐蝕性使其適用于化學(xué)處理設(shè)
更多 
















